
取消
清空記錄
歷史記錄
清空記錄
歷史記錄



游離磨料研磨加工模型和固著磨料研磨加工模型
游離磨料研磨加工模型
根據磨料的添加方式不同,研磨加工技術可以分為游離磨料研磨和固著磨料研磨, 以及介于兩者之間的半固著磨料研磨。游離磨料研磨利用涂覆或壓嵌游離磨料與研磨 劑的混合物,在一定剛性的軟質研具上(常用鑄鐵或黃銅),通過研具與工件向磨料施加 一定的壓力,磨粒在研具和工件的作用下,或滾動或滑動,從被加工工件上去除一定量 的材料,從而提高工件的精度和降低表面粗糙度,達到精密研磨目的,如圖2.1所示:
圖2.1游離磨料研磨加工模型
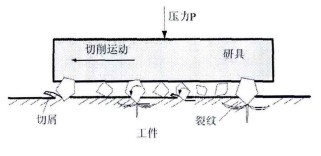
Fig. 2.1 Processing model of free abrasive on grinding
固著磨料研磨加工模型
固著磨料研磨將離散的磨料通過結合劑固結起來,制成丸片,在磨具上鑲嵌或粘結上完片進行研磨。其加工模型如圖2.2所示,如同砂輪一樣,磨具經過修整后,其上的磨粒具有良好的等高性,在結合劑的作用下,不僅尺寸較大的磨料能與工件表面接觸, 而且許多尺寸較小的磨粒也能與工件表面接觸,因此同時參與研磨的磨粒數量較多,相 對于游離磨料研磨,在相同研磨壓力下,每個磨粒承受的壓力較小且均勻,研磨加工深 度較淺,參與研磨的磨粒間距較小,可以獲得較小的表面粗糖度,特別是對于工程陶瓷 零件的研磨,材料易于實現延性域去除,獲得無破碎加工表面。此外,采用固著磨料研 磨,由于可以使用冷卻液,具有良好的散熱條件,研磨速度相對較高,提高了研磨效率。
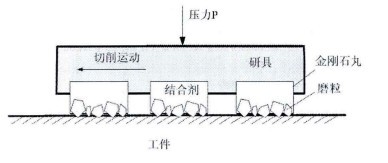
圖2.2固著磨料研磨加工模型
Fig. 2.2 Processing model of solid abrasive on grinding
半固著磨粒研磨介于游離磨料與固著磨料研磨之間。半固著磨具主要由磨粒、孔隙、 結合劑組成,對磨料的約束力強度不大,當硬質大顆磨粒進入研磨加工區域時,該磨粒 周圍磨粒可產生位置遷移,形成“陷講”空間使大顆磨粒陷入其中,與其他磨粒等高, 達到自動修正磨具的作用。與傳統的游離磨料研磨相比,不存在磨粒飛濺的問題,參與 研磨加工的磨粒數量多,磨粒所受到的壓力較為均勻,研磨切削深度也較為均勻,降低 了對磨粒尺寸均勻性的要求;與傳統的固著磨粒磨具相比,由于半固著磨具存在“陷講” 效應,所以不存在硬質大顆磨粒或大的切屑對工件產生較深劃痕的問題,研磨加工質量 較高,降低了各研磨工序的加工時間,提高了生產效率。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~



